服务热线:13537308655





|

| 品牌 | 沙伯基础 |
| 货号 | 731-111 |
| 用途 | 注塑 |
| 牌号 | 731-111 |
| 型号 | 731-111 |
| 品名 | PPO |
| 外形尺寸 | 颗粒 |
| 厂家 | 沙伯基础 |
| 是否进口 | 是 |
成型注意事项
PPO的成型加工性能
(1)PPO的吸水率很低,但水分会使制品表面出现银丝、气泡等缺陷,为此,可将原料置于80100的烘箱中,干燥121h后使用。
(2) PPO的分子键刚性大,玻璃化转化温度高,不易取向,但强迫取向后很难松弛。所以制品内残余内应力较高,一般要经过后处理。
(3) PPO为无定型材料,在熔融状态下的流变性接近于牛顿流体,但随温度的升高偏离牛顿流体的程度越大。
(4) PPO熔体的粘度大,因此加工时应提高温度,并适当提高注射压力,以提高充模能力。
(5) PPO的回料可重复使用,一般重复使用3次,其性能没有明显降低。
(6) 对PPO熔体宜采用螺杆式注塑机成型,喷嘴采用直通式为佳,孔径为36mm。
(7) 在PPO注塑成型时,宜采取高压、高速注射,保压及冷却时间不能酞长。
(8) 模具的主流道宜采用较大的锥度或采用拉料钩,浇道以短粗为好。
(9) 浇口宜采用直接式、扇形或扁平形,采用针状浇口时直径应适当加大, 对于长浇道可采用热流道结构。
(10)PPO的成型收缩率较小,一般为0.20.7,因而制品尺寸稳定性能优良。
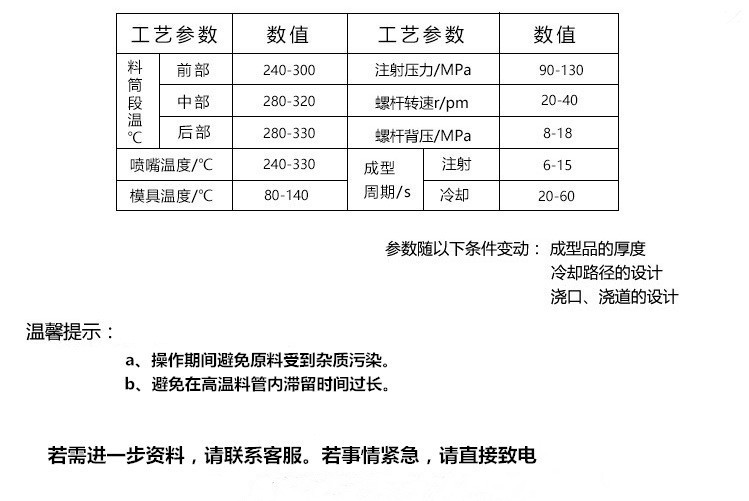
(二) PPO的主要注塑成型条件
(1)料筒温度。 PPO具有很高的耐热性,热分解温度达350,在300以内无明显热降解现象。通常,料筒温度控制在260290,喷嘴温度低于料筒温度10左右。
2。由于 PPO熔体粘度大,因在注塑成型时应采用较高模温。通常,模温控制在100150。模温低于100时,薄壁塑件易出现充满不足及分层;而高于150时,易出现气泡、银丝、翘曲等缺陷。
3) 注射压力。提高注射压力,有利于熔料的充模,一般注射压控制在100140MPa.




返回
顶部